

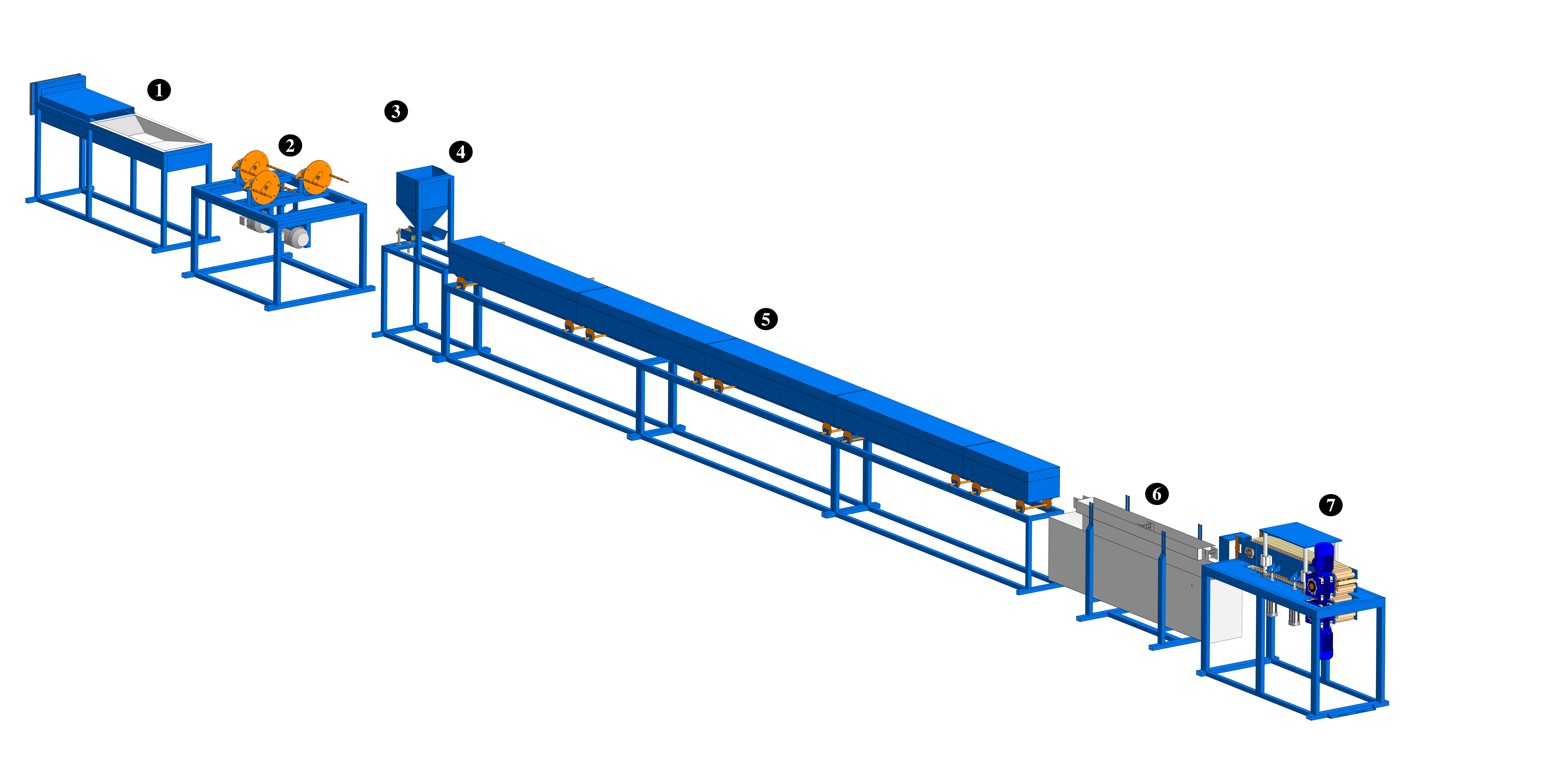
Линия производства композитной арматуры (GFRP) базовой комплектации с 6-вальным тянущим устройством
Линия универсальна для производства разных типов продукции. Перенастройка на другой тип композитной арматуры занимает до 1 часа. В зависимости от ваших потребностей, вы можете подобрать дополнительное оборудование, указанное ниже (например «Отрезное устройство» для производства арматуры в стержнях или «Бухтонамотчик» для производства арматуры в бухтах).
Внимание! Для работы линии (нанесения ребра на пруток на узле намотки «2») необходим скрутчик-перемотчик.
Производственные характеристики
Данная линия позволяет серийно изготавливать стеклопластиковую и базальтопластиковую арматуру с периодическим профилем диаметром от 4 до 24 мм со скоростью:
- 4 мм — 18000 метров (1 метр — 40.1472 г.)
- 6 мм — 16500 метров (1 метр — 59.04 г.)
- 8 мм — 15000 метров (1 метр — 103.32 г.)
- 10 мм — 14000 метров (1 метр — 162.36 г.)
- 12 мм — 12000 метров (1 метр — 233.208 г.)
- 14 мм — 6000 метров (1 метр — 316.4544 г.)
- 16 мм — 5000 метров (1 метр — 413.28 г.)
- 18 мм — 3000 метров (1 метр — 519.552 г.)
- 20 мм — 2000 метров (1 метр — 646.488 г.)
В состав линии входит
- Узел преднатяжения в составе которого:
- Узел преднатяжения нитей ровинга – оборудован системой автоматического оповещения и отключения тянущего механизма при попадании узлов нитей ровинга.
- Печь преднагрева ровинга - оснащена терморегулятором, позволяет удалить «замасливатель» и влагу с поверхности нитей ровинга для лучшей пропитки эпоксидно-полимерным связующим.
- Пропиточная ванна – оснащенная вкладкой из нержавеющей стали, объемом ~20 л – до 1.5–2 часов непрерывной работы технологической линии. Быстрый съем для технологической очистки. Также оснащена системой подогрева эпоксидно-полимерного связующего в пропиточной ванне для увеличения время жизни готовой смеси.
- Фильерная система отжима - обеспечивает стабильное качество производимой продукции. Исключает перенасыщение арматурного стержня эпоксидно-полимерным связующим, что приводит к образованию подтеков, трещин, и снижению количества волокон (согласно ГОСТ 31938-2012 содержание ровинга не менее 75%) а также исключает недостаточную пропитку арматурного стержня (хрупкость, продольные трещины).
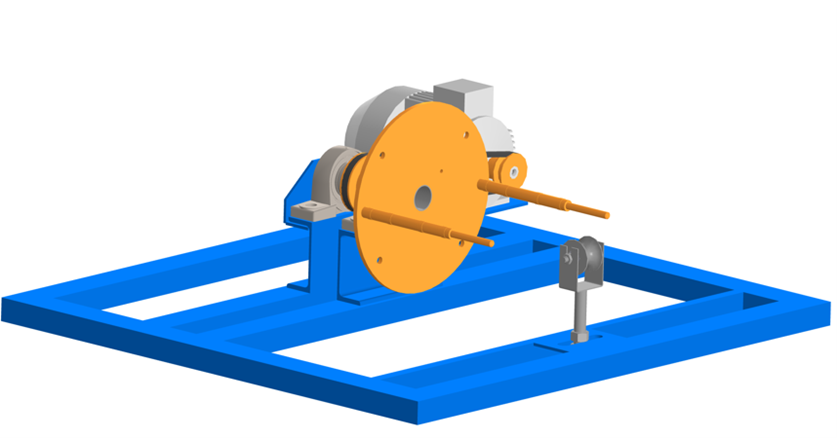
- Узел спиральной намотки формирующей нити (стекловолокно) 3х прутковый для арматуры с периодическим профилем. Использование облегченных катушек для намотки периодического профиля позволяет увеличить производительность за счет снижения нагрузки на устройство намотки и увеличения скорости вращения.
- Щит управления - оснащенный сенсорной 7” панелью оператора для оперативного управления линией, выявления аварийных ситуаций и т.д.
- Узел с направляющими стержней и устройством нанесения песка.
- Четырехканальная печь полимеризации - использование импортных терморегуляторов дает возможность ступенчатого нагрева. Рабочая температура печей до 300°С. Поверхности печи нагревается до 80°С.
- Ванна охлаждения объёмом 600 л, оснащена рециркуляционным насосом и системой поплавкового клапана для предотвращения перелива при заполнении.
- Тянущий механизм 6-ти вальный из полиуретана обеспечивает высокие тянущие характеристики. Гарантированный срок службы полиуретанового вала 1 год (в круглосуточном режиме работы). Замена изношенных тянущих валов осуществляется за 1 час.
Линия производства стеклопластиковой арматуры с траковым тянущим устройством
Тянущее устройство тракового типа обеспечивает более высокие тянущие характеристики в отличии от 6-вального типа, что позволяет производить арматуру больших диаметров до 32 мм.
Линия универсальна для производства разных типов продукции. Перенастройка на другой тип арматуры занимает до 1 часа. В зависимости от ваших потребностей, вы можете подобрать дополнительное оборудование, указанное ниже (например «Отрезное устройство» для производства арматуры в стержнях или «Бухтонамотчик» для производства арматуры в бухтах).
Внимание! Для работы линии (нанесения ребра на пруток на узле намотки «2») необходим скрутчик-перемотчик.
Данная линия позволяет серийно изготавливать стеклопластиковую и базальтопластиковую арматуру с периодическим профилем диаметром от 4 до 32мм со скоростью:
- 4мм - 18000 метров (1 метр - 40.1472 г.)
- 6 мм - 16500 метров (1 метр - 59.04 г.)
- 8 мм - 15000 метров (1 метр - 103.32 г.)
- 10 мм - 14000 метров (1 метр - 162.36 г.)
- 12 мм - 12000 метров (1 метр - 233.208 г.)
- 14 мм - 6000 метров (1 метр - 316.4544 г.)
- 16 мм - 5000 метров (1 метр - 413.28 г.)
- 18 мм - 3000 метров (1 метр - 519.552 г.)
- 20 мм - 2000 метров (1 метр - 646.488 г.)
- 32 мм - 1000 метров (1 метр - 1641 г.)
Комплектация:
- Узел преднатяжения в составе которого:
- Узел преднатяжения нитей ровинга – оборудован системой автоматического оповещения и отключения тянущего механизма при попадании узлов нитей ровинга
- Печь преднагрева ровинга - оснащена терморегулятором, позволяет удалить «замасливатель» и влагу с поверхности нитей ровинга для лучшей пропитки эпоксидно-полимерным связующим
- Пропиточная ванна – оснащенная вкладкой из нержавеющей стали, объемом ~20л – до 1.5 - 2 часов непрерывной работы технологической линии. Быстрый съем для технологической очистки. Так же оснащена системой подогрева эпоксидно-полимерного связующего в пропиточной ванне для увеличения время жизни готовой смеси.
- Фильерная система отжима - обеспечивает стабильное качество производимой продукции. Исключает перенасыщение арматурного стержня эпоксидно-полимерным связующим, что приводит к образованию подтеков, трещин, и снижению количества волокон (согласно ГОСТ 31938-2012 содержание ровинга не менее 75%) а также исключает недостаточную пропитку арматурного стержня (хрупкость, продольные трещины).
- Сменный узел спиральной намотки формирующей нити (стекловолокно) 3х прутковый для арматуры с периодическим профилем. Использование облегченных катушек для намотки периодического профиля позволяет увеличить производительность за счет снижения нагрузки на устройство намотки и увеличения скорости вращения.
- Щит управления - оснащенный сенсорной 7” панелью оператора для оперативного управления линией, выявления аварийных ситуаций и т.д.
- Узел с направляющими стержней и устройством нанесения песка.
- Четырехканальная печь полимеризации - Использование импортных терморегуляторов компании Autonics дает возможность ступенчатого нагрева. Рабочая температура печей до 300оС. Использование стали 09Г2С и современных огнеупорных и теплоизоляционных материалов позволило исключить температурные деформации самой конструкции, увеличить КПД полимеризационной печи, по сравнению с существующими аналогами, и увеличить производительность. Поверхности печи нагревается до 80оС.
- Ванна охлаждения объёмом 600 л. оснащена рециркуляционным насосом и системой поплавкового клапана для предотвращения перелива при заполнении.
- Тянущий механизм тракового типа. Оснащенный двумя мотор-редукторами и полиуретановыми траками, способствующими эффективной протяжки арматуры без проскальзывания. Рабочая длинна тракового составляет 1.1 метра.
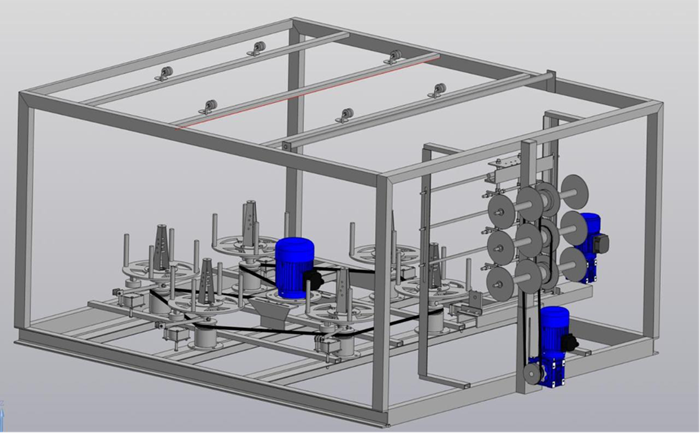
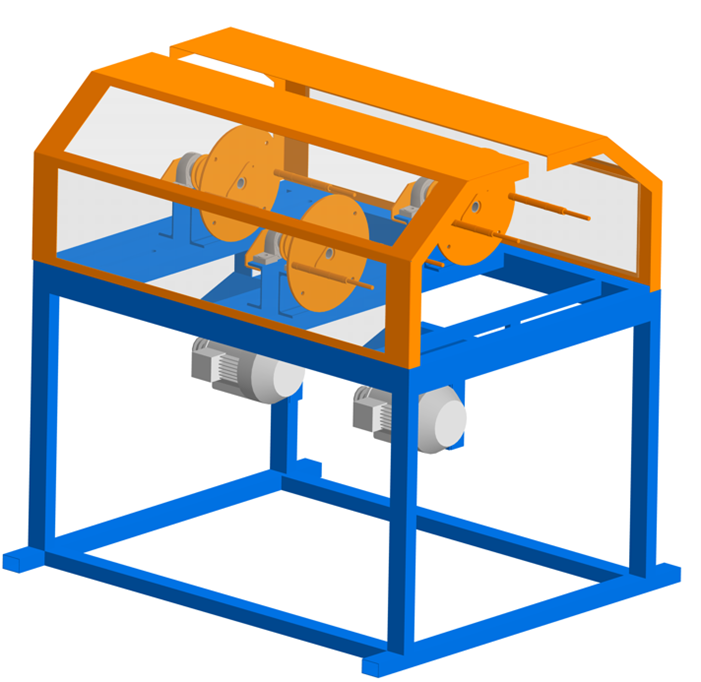
Высокоскоростной скрутчик-перемотчик:
Данное устройство предназначено для скрутки и перемотки ровинга из больших катушек в маленькие. Этот способ дает возможность:
- увеличить скорость производства продукции (напрямую влияет на себестоимость).
- увеличить количество прутков выпускаемых одновременно (до 3х прутков).
- обеспечить дополнительную безопасность для обслуживающего персонала (у больших катушек большой вес и высокая инерция при аварийном торможении).
- исключает необходимость в высококачественном ровинге для намотки ребра (узлы, рассечения и т.д. Все эти недостатки исключаются на этапе перемотки, что позволяет не останавливать линию для их устранения и сократить количество брака).
- Эффективность данного скрутчика-перемотчика позволяет непрерывно снабжать катушками до 3х линий производства композитной арматуры.
- Скрутчик позволяет скручивать и перематывать одновременно 6 катушек.
- Время перемотки - до 25 минут (4800 TEX).
- Вес готовых катушек до 4 кг. (4800 TEX).
- Возможность регулировки степени скрутки нитей ровинга.
- Линейная плотность перематываемого ровинга 4800/2400/300 TEX.
- Панель управления с тремя преобразователями частоты, ПЛК Delta и энкодером. С помощью ПЛК и энкодера рассчитывается линейная скорость протяжки и регулируется скорость намотки, обеспечивая равномерное скручивание на протяжении всего цикла. Все настройки задаются с сенсорной панели оператора.
- Время перезарядки – менее 5 мин.
- Оснащен раскладчиком на гладком валу позволяющий равномерно наносить скрученный ровинг на катушку.
- Питание - 220 В.
- Потребляемая мощность до 2 кВт/ч.
- Размеры ВхШхГ 1180х1920х2400.
Отрезное устройство
Предназначено для производства композитной арматуры в стержнях заданной длинны.
Отрезное устройство оснащено пневматическими исполнительными механизмами и двигателем отреза. Позволяет непрерывно производить резы длинной от 250 мм с погрешностью до 2 мм. Отсутствие электрических исполнительных механизмов значительно увеличивает срок службы отрезного устройства. Линейные направляющие оснащены защитными кожухами от пыли и влаги, обеспечивающие более длительную и надежную работу устройства.
Имеет 2 режима работы:
- Периодический – двигатель отрезного запускается за 50мм до отреза. Данный режим рассчитан для работы с длинными стержнями, что сохраняет ресурс двигателя и экономия электроэнергии.
- Постоянный - двигатель отрезного работает постоянно, для работы с короткими стержнями до 1000мм. Данный режим необходим защиты двигателя от частых запусков при отрезе.

Устройство обеспыливания для отрезного устройства.
Устройство предназначено для предотвращения распространение пыли в момент отреза стержня. Обеспечивает чистоту на производстве, более чистый и безопасный воздух для обслуживающего персонала и защиту исполнительных механизмов.

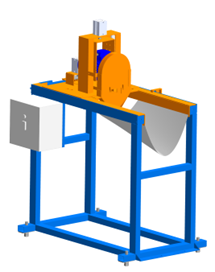
Бухтонамотчик
Предназначен для производства композитной арматуры в бухтах. Оснащен системой захватов, для исключения разматывания готовых бухт. Намотка бухт с двух сторон до 3х ручьев для непрерывной работы линии с возможностью формирования 5 типа размеров бухт разного диаметра для удобства транспортировки (бухта в бухту).
Сменный узел спиральной намотки формирующей нити (стекловолокно) 1 ручейковый для арматуры с периодическим профилем до 32мм. Использование облегченных катушек для намотки периодического профиля позволяет увеличить производительность за счет снижения нагрузки на устройство намотки и увеличения скорости вращения.
Защитные экраны
Оснащены концевыми выключателями. При открытии экранов в состоянии работы линии производится автоматическая остановка линии.
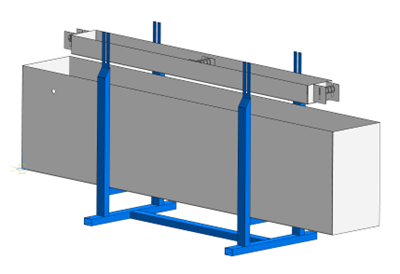
Ванна охлаждения из нержавеющей стали в стандартном исполнении объёмом 600 л. оснащена рециркуляционным насосом и системой поплавкового клапана для предотвращения перелива при заполнении.
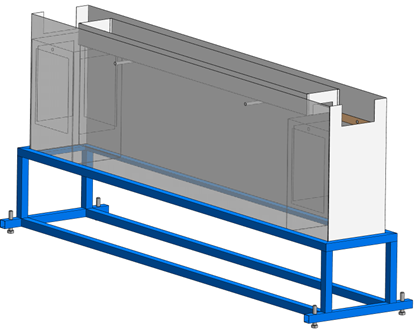
Ванна охлаждения из нержавеющей стали с системой очистки объёмом 500 л. оснащена:
- системой поплавкового клапана для предотвращения перелива при заполнении.
- системой очистки от примесей, попадающих из верхней ванны в емкости с сеткой из нержавеющей стали. Емкости устанавливаются внутри ванны и не дают попасть примесям в систему рециркуляции воды, тем самым сохраняя работоспособность насоса и чистоту в основной ванне. Простота очистки емкостей.
- более мощным рециркуляционным насосом для высокого коэффициента теплообмена.
- возможностью дооснащения теплообменниками для охлаждения воды совместно с чиллером.
Система охлаждения воды в ванне охлаждения на базе чиллера.
- Данная система исключает постоянную замену нагретой воды (каждые 1-3 часа), что дает возможность исключить ошибки персонала (несвоевременная замена воды, которая приводит к недостаточному охлаждению арматуры и выпуска некачественной арматуры, и т.д.).
- Исключает перерасход воды, до 0.5 м3 в сутки вместо ~8м3 в сутки.
- Стабильное поддержание необходимой температуры воды в ванне охлаждения (25-30С).
Комплектуется теплообменниками устанавливаемые в ванну охлаждения с системой очистки, чиллером и системой автоматики.









