

Линия производства композитной сетки
Позволяет серийно изготавливать стеклопластиковую и базальтопластиковую кладочную сетку. Применяется в качестве армирующего элемента для выполнения строительных работ, а также в виде ограждающих конструкций, штукатурных сеток.
Отличительными характеристиками является высокая скорость производства продукции без потери качества, до 4500 м² сетки за смену 12 часов.
Для обеспечения поддержания такой скорости работы необходимо до 90 000 метров поперечного прутка за смену 12 часов.
Также отличительна система подачи поперечного прутка. На линиях аналогичного производства реализована система подачи поперечного прутка сразу с соседней линии производства поперечного прутка, недостатком которой является ограничение скорости производства и подачи поперечного прутка, а также при неисправности останавливаются сразу обе линии. В нашем случае поперечный пруток производится на адаптированной под эту задачу линии производства поперечного прутка (одновременно до 6 прутков). Это позволяет независимо производить поперечный пруток в бухтах до 2500 метров каждая. Далее бухты устанавливаются в узел размотки с автоматической подачей и переключением между бухтами (одновременно устанавливается до 4-х бухт), что позволяет не ограничиваться в скорости подачи поперечного прутка.
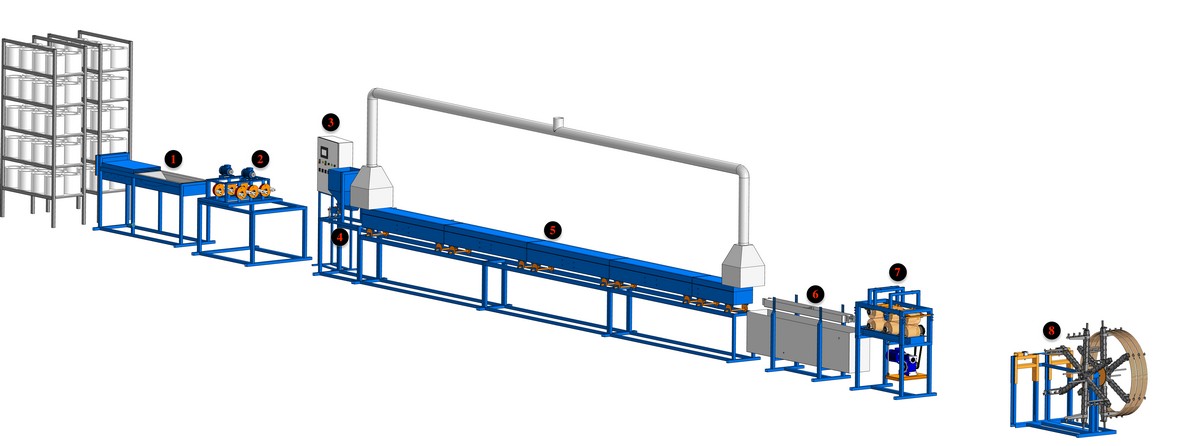
В состав линии входит
- Узел преднатяжения в составе которого:
- Узел преднатяжения нитей ровинга – оборудован системой автоматического оповещения и отключения тянущего механизма при попадании узлов нитей ровинга.
- Печь преднагрева ровинга — оснащена терморегулятором, позволяет удалить «замасливатель» и влагу с поверхности нитей ровинга для лучшей пропитки эпоксидно-полимерным связующим.
- Пропиточная ванна — с вкладкой из нержавеющей стали, объемом ~20 л, до 1.5–2 часов непрерывной работы. Быстрый съем для очистки, система подогрева связующего.
- Фильерная система отжима — обеспечивает стабильное качество, исключает перенасыщение и недостаточную пропитку арматурного стержня.
- Автоматическое разматывающее устройство бухт с регулировкой скорости и системой автоматического переключения на другую бухту.
- Накопитель поперечного прутка — между двумя стальными сетками формируется петля для быстрой подачи и компенсации рывков.
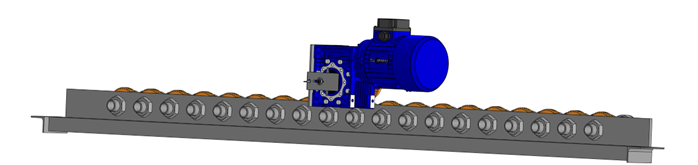
- Узел «Переплетения» (шестерни d50 мм)
- Автоматическая подача поперечного прутка. Узел формирования ячеек сетки пневматический. Присутствует возможность регулировки скорости подачи поперечного прутка. Конструкция оборудования позволяет исключить отскоки и заклинивание поперечного прутка, при высоких скоростях производства. Узел формирования ячеек сетки оборудован отрезным устройством.
- Возможность настройки ширины сетки. Максимальный размер ширины сетки составляет 2000мм. Обеспечивается строгое соблюдение геометрии заданных размеров ячейки.
- Панель управления — оснащена операторской панелью с сенсорным экраном 10" для оперативного управления линией, обнаружения аварийных ситуаций и т.д. Также возможно сохранение всех возможных настроек (времени задержки, скорости двигателей, настройки длины и т.д.) для каждого типа производимой сетки. Оператору достаточно выбрать тип сетки, и все настройки будут применены автоматически (экономия времени и защита от ошибок при перенастройке на другой тип сетки).
- Двуканальная 6-метровая печь полимеризации — Использование импортных терморегуляторов компании Autonics дает возможность ступенчатого нагрева. Максимальная температура нагрева печей до 400оС. Использование термостойкой стали 09Г2С и современных огнеупорных и теплоизоляционных материалов позволило исключить температурные деформации самой конструкции, увеличить КПД полимеризационной печи, по сравнению с существующими аналогами, и увеличить производительность оборудования. Время прогрева печи до рабочей температуры составляет не более 30 минут. Для удобства и технического обслуживания печь оснащена пневматическим устройством подъема и опускания крышки печи, для ее открытия без физических усилий (вес крышки печи составляет ~150 кг). Печь установлена на станине с возможностью регулировки по высоте. Позволяет нивелировать неровности пола производственных помещений до 200 мм, а также компенсировать провисание композитной сетки в полимеризационной печи. Особая конструкция оборудования позволяет исключить стекание эпоксидно-полимерного связующего с арматурных стержней в полимеризационной печи, в результате исключается перерасход компаунда и увеличивается интервал межсервисной чистки рабочего пространства печи.
- Узел воздушного охлаждения — оснащен 3 вентиляторами общей производительностью 6000 м3/ч.
- Тянущее устройство с отрезным
- Электромеханический тянущий механизм 4х вального типа (полиуретан), с пневмоприжимами для регулировки тянущих усилий по всей длине валов, обеспечивает высокие тянущие характеристики. Оснащен мотор-редуктором мощностью 1,1 кВт и цепью типа 19.05. Реализована возможность натяжения цепных передач. Гарантированный срок службы полиуретанового вала более 1 года (в круглосуточном режиме работы 24/7). Замена изношенных тянущих валов осуществляется за 1 час. Валы тянущего устройства имеют дополнительные регулируемые опоры, которые исключают прогибы в процессе эксплуатации.
- Высокоточное отрезное устройство позволяет осуществлять пропил с точностью реза до 5 мм (при производстве карты длиной 2000мм). Для непрерывной работы технологической линии отрезное устройство оснащено направляющими для линейного перемещения режущего узла (с возвратным механизмом) и прижимным пневматическим механизмом. Все исполнительные механизмы пневматические, увеличивает срок эксплуатации отрезного устройства до 2х раз, по сравнению с электрическими исполнительными механизмами. Установлен механический счетчик количества резов, имеется разъем для подключения промышленного пылесоса.
- Устройство сматывания сетки в рулоны (рулонатор).
Узел «Переплетения» с увеличенными шестернями d100 мм
Предназначен для диаметров 4 мм и выше, усиленная конструкция, износостойкие материалы, более мощные исполнительные механизмы.
Линия производства стеклопластиковой арматуры для поперечного прутка сетки.
Данная линия позволяет серийно изготавливать стеклопластиковую арматуру для поперечного прутка диаметром от 2 до 6мм со скоростью до 110 000 метров за смену 12 часов.
Комплектация
- Узел преднатяжения в составе которого:
- Узел преднатяжения нитей ровинга – оборудован системой автоматического оповещения и отключения тянущего механизма при попадании узлов нитей ровинга
- Печь преднагрева ровинга - оснащена терморегулятором, позволяет удалить «замасливатель» и влагу с поверхности нитей ровинга для лучшей пропитки эпоксидно-полимерным связующим
- Пропиточная ванна – оснащенная вкладкой из нержавеющей стали, объемом ~20л – до 1.5 - 2 часов непрерывной работы технологической линии. Быстрый съем для технологической очистки. Так же оснащена системой подогрева эпоксидно-полимерного связующего в пропиточной ванне для увеличения время жизни готовой смеси.
- Фильерная система отжима - обеспечивает стабильное качество производимой продукции. Исключает перенасыщение арматурного стержня эпоксидно-полимерным связующим, что приводит к образованию подтеков, трещин, и снижению количества волокон (согласно ГОСТ 31938-2012 содержание ровинга не менее 75%) а также исключает недостаточную пропитку арматурного стержня (хрупкость, продольные трещины).
- Сменный модуль спиральной намотки формирующей нити (45ТМ/45ЛЛ) 6и ручейковый для поперечного прутка.
- Щит управления - оснащенный сенсорной 7” панелью оператора для оперативного управления линией, выявления аварийных ситуаций и т.д.
- Узел с направляющими стержней и устройством нанесения песка.
- Четырехканальная печь полимеризации - Использование импортных терморегуляторов компании Autonics дает возможность ступенчатого нагрева. Рабочая температура печей до 300оС. Использование стали 09Г2С и современных огнеупорных и теплоизоляционных материалов позволило исключить температурные деформации самой конструкции, увеличить КПД полимеризационной печи, по сравнению с существующими аналогами, и увеличить производительность. Поверхности печи нагревается до 80оС.
- Ванна охлаждения объёмом 600 л. оснащена рециркуляционным насосом и системой поплавкового клапана для предотвращения перелива при заполнении.
- Тянущий механизм 6-ти вального типа из полиуретана обеспечивает высокие тянущие характеристики. Гарантированный срок службы полиуретанового вала 1 год (в круглосуточном режиме работы). Замена изношенных тянущих валов осуществляется за 1 час.

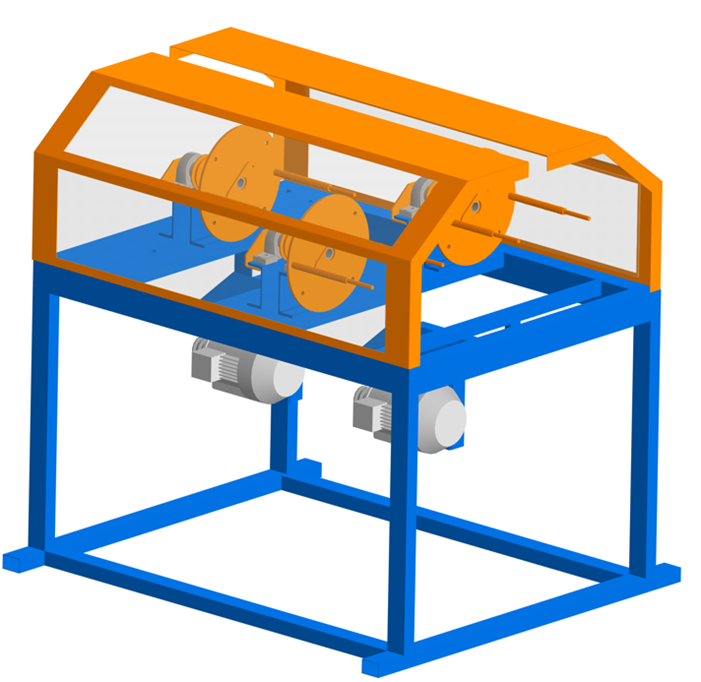
Бухтонамотчик
Предназначен для производства композитной арматуры в бухтах. Оснащен системой захватов, для исключения разматывания готовых бухт.
Намотка бухт с двух сторон до 3х ручьев для непрерывной работы линии с возможностью формирования 5 типа размеров бухт разного диаметра для удобства транспортировки (бухта в бухту).
Защитные экраны
Оснащены концевыми выключателями. При открытии экранов в состоянии работы линии производится автоматическое останов линии.

Ванна охлаждения из нержавеющей стали в стандартном исполнении объёмом 600 л. оснащена рециркуляционным насосом и системой поплавкового клапана для предотвращения перелива при заполнении.
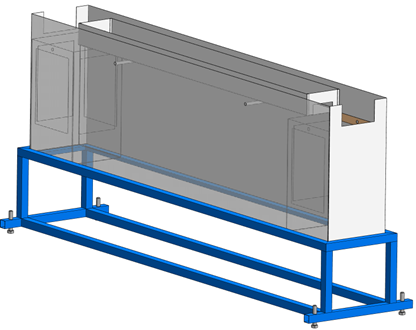
Ванна охлаждения из нержавеющей стали с системой очистки объёмом 500 л. оснащена:
- системой поплавкового клапана для предотвращения перелива при заполнении.
- системой очистки от примесей, попадающих из верхней ванны в емкости с сеткой из нержавеющей стали. Емкости устанавливаются внутри ванны и не дают попасть примесям в систему рециркуляции воды, тем самым сохраняя работоспособность насоса и чистоту в основной ванне. Простота очистки емкостей.
- более мощным рециркуляционным насосом для высокого коэффициента теплообмена.
- возможностью дооснащения теплообменниками для охлаждения воды совместно с чиллером.
Система охлаждения воды в ванне охлаждения на базе чиллера.
- Данная система исключает постоянную замену нагретой воды (каждые 1-3 часа), что дает возможность исключить ошибки персонала (несвоевременная замена воды, которая приводит к недостаточному охлаждению арматуры и выпуска некачественной арматуры, и т.д.).
- Исключает перерасход воды, до 0.5 м3 в сутки вместо ~8м3 в сутки.
- Стабильное поддержание необходимой температуры воды в ванне охлаждения (25-30С).
Комплектуется теплообменниками устанавливаемые в ванну охлаждения с системой очистки, чиллером и системой автоматики.






